EDIT: Update and pic in comments:
Hey folks. I posted a while back asking for some advice on a future purchase.
To sum up. My brother and I are visually impaired and retired through that.
We have purchased a tiny 25ft narrowboat between us we use to travel around the UK.
And as our vision is getting worse (we will likely lose it eventually). I have some major electrical work planed this year to make thing easy for us to maintain.
So I was looking for advice on nylon printing. Yep it has to be nylon. Because some of this stuff needs to sit over the tiny hot engine plus alternator and survive diesel splashes amd bilge water etc while supporting electronics.
But some here also pointed out petg will work when. The heat is less high. So thanks.
This is just an update that i have just had the printer etc delivered.
I have a Neptune 4 pro with a tent and vent system to keep temprature and fumes safe stable.
I have a 70c filament dryer and plan to print
Descicant hokder to be placed in spools with lids that hold hydrometers. This and some vacuum bags should allow storing the petg and nylon easyer. Then Microwaving the stuff when the meters are above 25%
Also those desicant holders look worth adapting somehow for the boat.
So now I need to replan my workshop to make setting all this up and using it easy vision wise. That will take a good few days.
This is basically a thank you for your help in the past and a "Hi ill be posting the mess I make learning how to get this workjng over the next few months. "
Thanks guys all the best
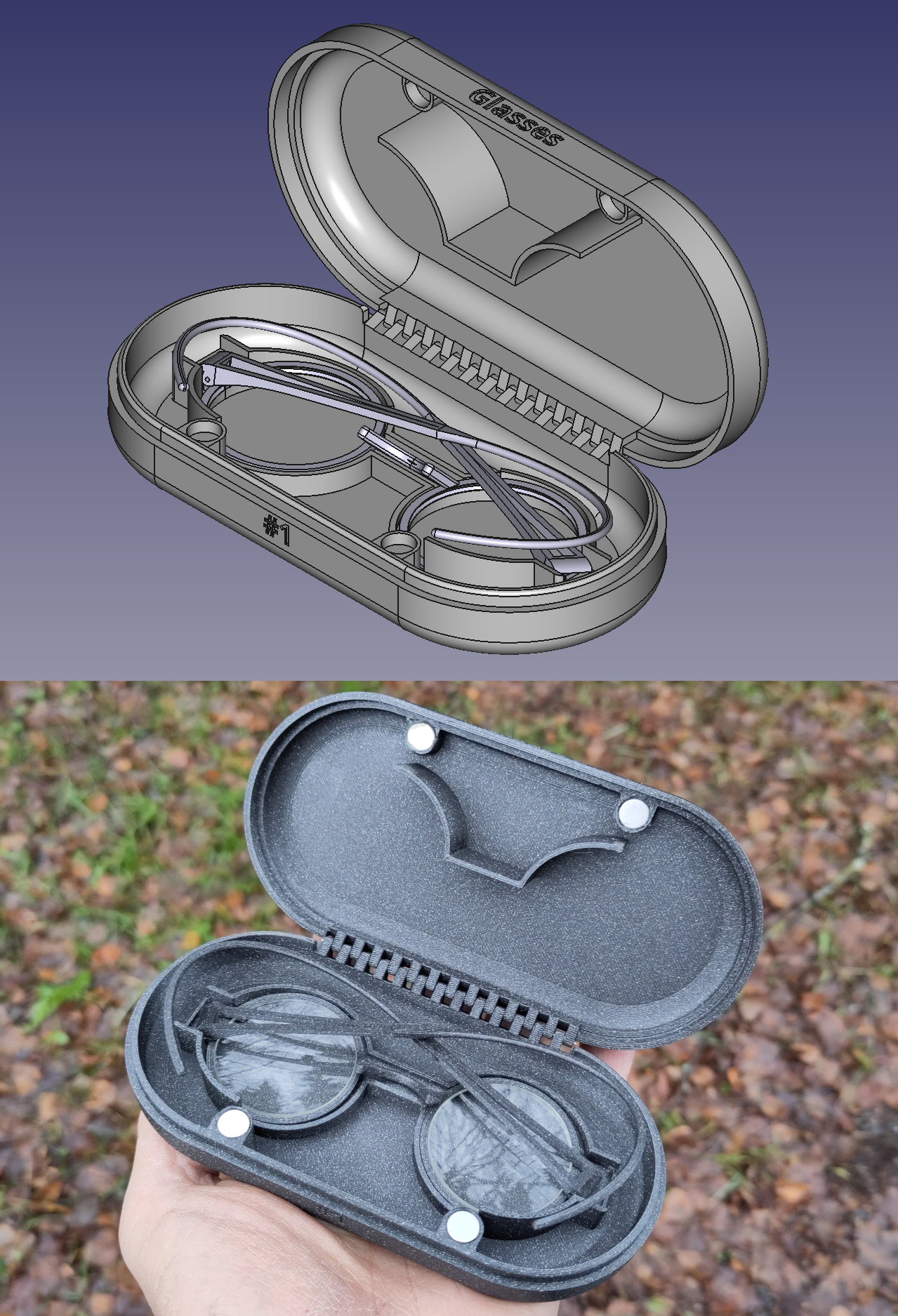









 Manual "Exploded view",
Manual "Exploded view", Opaque view.
Opaque view.